Very interesting Bob! WRT the last pic, may I ask a few details:
- What is it about the hole/wire method that you prefer over just soldering the point rails to the throwbars?
- Can you elaborate on what aspects of the plastic P:87 throwbars didn't work for you?
- It looks like in the points area there are several PCB ties that may not be needed and still the area would have robust construction. Seems all you really need are the headblocks and the one tie under the ends of the closure rails. Did you have a specific reason for using this many PCB ties?
- I thought the machined P:87 point rails didn't require notching the stock rails (like the proto). In this pic it looks to me like the straight route stock rail is notched, and also has one of those 'step' bends in it. Did you find these necessary to make the P87 points work?
- Are you using jumper wires or anything else to power the point rails?
Thanks,
Ed
Ed,
Answering your questions:
Point rails soldered to PCB throwbars are the weak point of hand-laid turnouts. You can manufacture brass brackets, or make huge tabs to increase the solderable surface area (all of which I've done) and if your hinges are not sloppy-loose, the points will eventually come desoldered, or the copper cladding will come unglued from the fiberglass of the PCB throwbar.
In the past, I've manufactured "hinges" into my closure point rails by notching them (on both sides of the rail) in the appropriate spot and filing the notches with the pointy edge of a fine, square jeweler's file until I've removed all but about half of the rail web, which then forms a durable and semi-flexible "hinge". It seemed to answer two questions, which were: How do I form a quick, reliable hinge for my points and how do I ensure electrical continuity in my points?
The problem was that it formed a rigid parallelogram which would rather remain stationary than move. The hinges weren't going to break, but eventually the soldered-to-the-throwbar-points would come unsoldered, even though I bent the ends of the point rails at a 90deg. angle, filed off everything except the foot of the rail which formed a huge, monolithic pad to solder to the PCB throwbar.
Another problem was that I never liked the way it looked.
So, I have a lot of turnouts manufactured to my older spec, and I have to resolder a couple of closure points every couple of weeks. When I'm at a show, I just keep a hot iron going in a safe spot because I just assume that one or more closure points are going to break off the PCB throwbars.
Here's a photo to show you my old spec closure points:

I decided that I needed to have actual hinges at both the base and pointy ends of my closure points so there would be near zero torque at those mechanically attached points to ensure reliability, and hopefully, to make 'em look more prototypical.
Sometime between deciding that Andy's throwbars and hinges were the answer to the hinge problem, he decided to make N-scale throwbars "solder only", which negated the hinge on the throwbar end of the point rails, which was unacceptable to me.
I also had worries about the plastic throwbar/press-fit protocol, which would be virtually impossible to repair once the turnout was in place, socked down and ballasted.
Andy solved that problem by supplying a piece of HO scale PCB throwbar material instead of whatever plastic he was supplying with the HO scale throwbars when he shipped me my order...which was also unacceptable to me.
Soooo...I decided to do virtually the same thing as Andy's original HO scale throwbars, except I'd just bend them up out of .015" brass wire, using my etched brass bending tool for consistency.
Instead of relying on a friction fit in a plastic throwbar, I decided to drill holes in an N-scale PCB tie, insert my pre-bent wires into the holes, then bend them tightly over from the bottom for a purely mechanical "lock"
Hmmm...this works well, but I had to precisely drill four holes per throwbar, which takes a lot of time. The second iteration of this method requires only two holes per throwbar (under the holes drilled in the closure point rails' foot) and the brass rod soldered to the top of the PCB throwbar. The ends of the brass rod which go through the matching holes in the closure points and PCB throwbar, are still bent over under the PCB throwbar, and I haven't perceived a reason to solder them underneath.
Both methods require that the PCB throwbar be gapped both top and bottom. Gapping the top on the second iteration also cuts the .015" brass rod at the same time.
Here are a couple of photos of the top and bottom of the 2nd iteration throwbars.
Top

Bottom
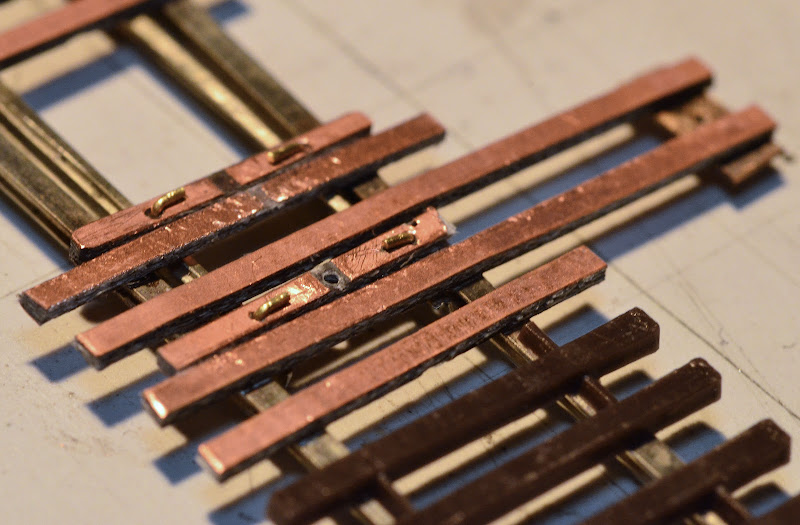
Yup, I did overkill with the PCB ties on this batch of turnouts. I suppose it was because I managed to rip the stock rails off of two code 40 turnouts in the Park City Yard while transporting that module home from the Hostlers Show in Ogden last March. I used minimal PCB ties on those turnouts, so I decided, especially since I am now installing basically two throwbars on each switch, to install a PCB tie on either side of the throwbars.
However, after doing all the soldering on this batch of seven turnouts, I've decided to install fewer PCB ties on future turnouts because it makes it much more difficult to make small adjustments when I have to desolder four or five ties rather than just heat up the joint and move the rail when it's attached to only one PCB tie!
The photo I posted originally is of a #6 Wye, so both stock rails are diverging and get "joggled" (I think that's the term). The reason I did this was because of where I had to cut the HO scale, tri-planed points, and because the tip of the points was not as fine as I would have liked. It's also prototype practice in some cases.
These last photos are of a #8 and only the diverging stock rail is "joggled".
None of the stock rails are "notched" and have all of their foots (feet?) intact.
I am planning on using super flexy 30-something gauge stranded wire to route power to the underside of the closure point rails from the bottom of the adjacent stock rails, between the ties. I'll do that as soon as I'm done here. I'm not sure if it's necessary (Micro Engineering #6's just use the rail-joiner-hinge to route power, and I have never heard of problems with them), but, it's good insurance and won't take long.
I still have several of the frets of switch tie plates, which I am planning on cutting and gluing next to the rails except I won't be using the "slider" plates near the throwbars. I thought it was too much work to cut each tie plate down the middle, slide each half under the rails (because they're for code 40 rail...not code 55) and solder them to PCB ties. I'll determine if it's worth it to use them since it drastically increases my build-time on my turnouts.
As you can see, I've soldered a brass switch stand base plate to the headblocks. This is part of a batch of Sequoia Scale Models' #2043 Styrene N-scale switch stands which I had invested and cast in brass for durability. They'll rotate correctly when my Tortoises move the points. Too bad these are out of production. I'm planning on doing a 3D model of the same switch stand to produce masters for further casting when these are used up.
Time to get soldering!
Cheers!
Bob Gilmore


