Welcome to the wonderful world of resin casting! If you ever wanted to copy that part or kit bash you made, this is the way to do it. Casting can be as simple as a brush-on latex mold to cast plaster rocks or features. It can be as complicated as determining resin/water ratios for shrink casting. Today, I will cover the basics of a two part, pressure cast mold. This is the cheapest and most effective way to make copies of engine shells, railcars and structure parts.
So what is resin casting? In a nutshell, you use two liquids to make a solid rubber or silicone negative (mold) of the object you want to cast. A liquid resin is poured into this void to make a hardened plastic duplicate of the original part. Resins, unlike conventional plastics change their state of matter when in contact with an activator. The stiffness of the resin depends on the chemicals and ratios being used. Most resins are epoxy or urethane based.
The materials I work with are all Room Temperature Vulcanizing (RTV) silicones and resins. This means that you do not to add heat to activate the hardening process. This makes for a much easier learning curve, requires fewer tools and eliminates the possibility of your wife finding a gooey mess in the oven.
What supplies do we need?In addition to the mold and resin materials, you will need to have on hand: disposable plastic cups, a spatula and plastic knife for mixing, a small gram scale, and an infant dosage dropper for injecting liquid resin into the mold. You will also need plenty of Legos, or tiled sheet styrene to build the mold box.
And what about equipment?Your results will depend greatly on your initial investments. You do not need to pressure cast your models, but I highly recommend it. The equipment will cost a total of about $250 and consist of the following: 3-5 gallon 120+ PSI air compressor, a 2-3 gallon paint pot capable of handling 80+ PSI max, various hose, fittings, valves and regulators. I will cover how to build a pressure pot in a separate post.
What casting supplies will we need? I like to use medium-to-slow setting materials. For my needs, Smooth-On Mold Max 10 provides plenty of working time, is resistant to chemicals and is stable enough that molds can store in a musty basement for years with no ill effects. The Mold Max series become stronger and less flexible as the numbers go up. Theoretically, one should use the harder molds that would stand up to many resin-casting cycles. I have used Mold Max 30 with great success. In this case, I am worried about the rubber seeping under the separate handrail stanchions. The mold may have to tear a bit at these points, which is better than having the parts come off imbedded into the mold.
Mold Max certainly isn’t the only product out there. Micro-Mark sells a version of OOMOO, a 1-to-1 mix ratio silicone rubber. It has been my experience that this material tears too easy when making resin castings and is very susceptible to its environment. Chemicals can be absorbed making the mold deform. Humidity can lead to the mold to crumble. This is just not a stable long term material. Stick with the Mold Max series.
There is much more variety of resins out there that are applicable to casting model parts. Urethane resins are what most kit-makers use. It is strong, rigged and has similar working properties of ordinary plastic. Epoxy resins are out there as well, but I have had less experience with them.
For this project, Smooth Cast 321 is my choice. This resin hardens to an off white color which I find easier to see imperfections, rather than the bright white of the Smooth Cast 300 series. As you go up in incremental numbers (305, 325 etc), working time (pot life) and hardening time become longer.
Where do we get it?Casting materials are carried by Micro-Mark and Reynolds Advanced Materials. Reynolds has a much greater variety of rubbers and resins. If you live near any of their distribution sites, you can purchase items directly on site to save hazmat shipping charges. I am lucky to live near one of their sites in Brighton, and the staff is very knowledgeable of their products and can assist you choosing the right products for the right job. Both companies simply distribute Smooth-On products. Alumilite is another manufacturer but I have no experience with their products. Like Canon vs. Nikon or Ford vs. GM, you tend to fall into a camp.
What to get?Start simple. Use a forgiving rubber for your first try. Go with Mold Max 10 and Smooth Cast 301 or 321. You will need a release agent such as Mann 200 and special dyes if you choose to color your resin. I am using So-Strong Brown for this project. All items are available from Reynolds Advanced Materials.
Let’s get Started!
Think out your project. My FGE 5137 box car features a lot of fragile parts glued together. I decided to slide the shell onto a box so that the interior will be uniform. I also built a shell support interior that will become part of the casting. This will hold the floor in place. From top to bottom: Shell, plug, interior. the floor is to the right.

Shell is mounted to the box. This is a friction fit as I will need to remove this plug later.

Master is mounted to a sheet of .04" styrene. Styrene should be thick enough not to flex under the weight of the rubber.

Tile styrene is perfect for making a mold box. you do not need to measure and the parts,

Tile sheet snapped to fit.

Box construction only takes a few minutes,

Completed box.

Here is the material I will be using.

Equipment laid out. Note that I forgot to add the medicine dropper.

Gram scale. We will need this to measure the rubber which is 10 parts silicone to 1 part activator. These measurements need to be very precise.

Adding the cup AFTER you turn on the scale will give you an imprecise measure of the material in the cup...

Adding the cup before turning the scale on will zero out its weight,

My scale maxes out at 200 grams. We will need about 500 grams for this project. I have to measure in parts: Cup, scale on, add 200 grams rubber, scale off, scale on add 200 grams rubber, scale off, scale on add 100 grams rubber.

Activator is much easier: 50 grams. Note my side project above: some shrink cast wheels I need for a vehicle project. It is always smart to have some small side projects lined up if you have left over rubber.

Add activator to rubber. Mix slowly for 3-5 minutes. Make sure the mix is an even light pink. Your not in a rush so don't froth it up.

Rubber pored into box. I had a little leftover rubber so that goes to the wheel project. Note that the rubber does not reach the top of the box on the main project. This is important and you will see why later. I am using a different approach to casting the wheels, so that gets filled to the top.

Molds in the tank.

Pressure should be at 60-65 PSI. Let the rubber harden for about 12-14 hours. Check the tank every 2-3 hours for proper pressure. See how nice the in-wall air line looks!


After the rubber cures, remove it from the box. Its ok if the box breaks. You can glue that back later.

The flash was removed from the bottom (now the top) of the mold. Plugs were removed. The floor popped loose but it can be put back in place. Don't remove the shell! its too deep and you will break something.

The interior of the shell has been inserted, injection ports and air vents added. Add some tube styrene to any peaks. Bubbles will rise to the top. Also note the notch in the rubber. This is called a key and will help align the parts.

Closer look at the vents. Those rectangle ports were not in the original plans but I realized that the side still was higher than the rest of the model and added those before completing the mold.

Rubber put back into mold box. See why we didn't fill to the top? Add LOTS of release agent. LOTS.

You will notice in the previous image that the box started to bow under its own weight. I had to add tape to keep its shape. Here new rubber is mixed and poured. I would have liked a little more rubber on the inside (top part) of the mold, but I ran out. Doh! Note the side project on the bottom. The rubber was simply flipped upside down after the blue clay was removed. Again... LOTS of release agent.

Gratuitous naked rubber shot.

Back in the tank for 12 hours.

After curing, start slicing the mold. You no longer need to box, so you can pull it apart if you like. I usually reuse them. Note the styrene rod sticking through.

The mini mold pops loose with little trouble.

Wheels removed from the mold. Note that there is a lot of flash.
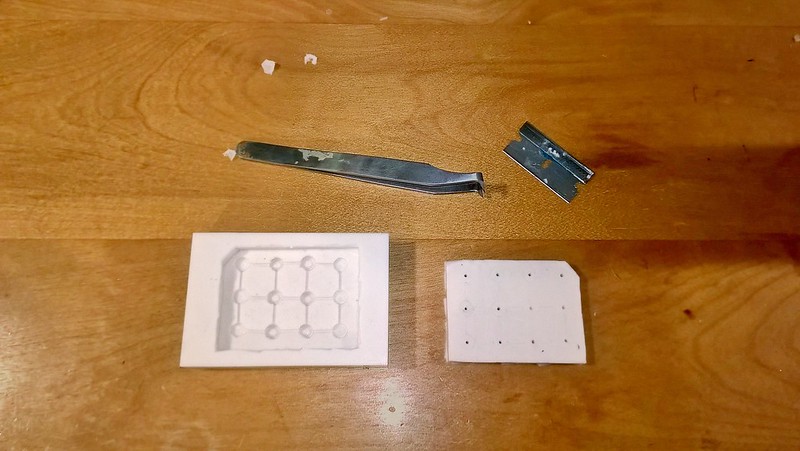
Simple tools take care of that. Same goes for the larger mold.

Life cycle of the mini mold: box with clay, parts to cast, outside rubber, flash, inside rubber.

Expect that your master will get mangled when you try to remove it. This is why good casting is so important. You only get one shot.
The mold is ready. Let's get casting!
Resin come in two equal parts. The yellow bottle is the resin while the blue is the activator. Like the rubber, I will use the scale for exact measurements. Now the instructions say to pour the two equal parts into a 3rd cup. I find this results in a resin that is a bit too soft. I will add the activator (blue bottle) to the cup of resin (yellow bottle). This results in a slightly harder plastic. It also reduces working time. I have about 3-5 minutes after mixing to inject the resin using the medicine dropper into the holes at the top of the mold. Since I was also adding pigment, I was running short on time and could not photograph this procedure. After the molds are well worn, I will add a photo of this step.

Like when I was casting the rubber, I like to keep little side projects around in case I have leftover resin. Always make too much. Too little will ruin an entire session. I like to have a little puddle of resin at each air port. When the bubbles rise, this resin will flow into the mold and fill any gaps.
Into the pressure pot for 2 hours at 65PSI.

Not bad... So far an 80% success rate. The first casting is almost always a loss because you will have bits of silicone that need to be cleaned out and ratios of resin to refine. I had one other shell that had a small hole in the side out of 10 cast so far.

And here we have a close-up. That imperfection on the side still is actually flash folded over, and not a bubble. Ladders on this side look good but had an issue with one of the ladders on the other side. I will probably just remove all of them and add etched parts.

With the flash. The shell is nice and straight as is the floor section. There are some minor issues that need to be addressed: there is an imperfection on one of the roof overhangs in addition to the ladder, but not bad overall. Note how little flash there is.


